一种120℃固化增韧环氧碳纤维织物复合材料性能研究
高丽红1,*, 杨健1, 王洁宇2, 钟振全1
(1. 航空工业一飞院, 西安 710089
2. 中航复合材料有限责任公司, 北京 101300)
摘要: 120℃固化增韧环氧碳纤维织物复合材料是目前航空应用的主要结构材料, 针对大型复合材料制件蒙皮、隔板、肋、整流罩等典型结构使用120℃固化增韧环氧碳纤维织物复合材料的迫切需求, 依托国内前期复合材料的研究基础和积累的经验, 采用两步热熔法制备了120℃固化增韧环氧碳纤维织物复合材料, 确定了典型固化成型工艺参数, 对增韧树脂体系的DSC特性、红外光谱特征、流变性能等开展了研究, 验证了耐热性和固化成形工艺适应性, 评价了复合材料的物理性能、室温力学性能、韧性性能和高低温力学性能, 建立了较为完备的性能数据。研究结果表明, 制备的120℃固化增韧环氧碳纤维织物预浸料具有良好的工艺性, 树脂含量精度达到了±2%、纤维面密 度精度达到了±5%, 可适用于热压罐成型工艺, 满足了航空大尺寸制件成型对预浸料的控制要求。材料的玻璃化转变温度较高, 复合材料性能满足指标要求, 力学性能优异, 在高温湿热条件下保持了较高的拉伸性能和层间剪切性能, 耐湿热性良好, 综合性能优异。
关键词: 120℃固化, 增韧, 环氧树脂, 复合材料, 性能研究
DOI: 10.48014/pcms.20241129002
引用格式: 高丽红, 杨健, 王洁宇, 等. 一种120℃固化增韧环氧碳纤维织物复合材料性能研究[J]. 中国材料科学进展, 2025, 4(1): 1-11.
文章类型: 研究性论文
收稿日期: 2024-11-29
接收日期: 2024-12-19
出版日期: 2025-03-28
先进树脂基复合材料由于具有比重小、比强度高、耐高温、耐疲劳性能优越等特性[1],其应用可以大幅度减轻结构重量,提高飞机的综合性能,在飞机结构中的应用可相应减重25%~30%[2-4]。
120℃固化环氧碳纤维织物复合材料具有重量轻、强度高、可设计性好、易于成型整体件等特点,是目前航空承力制件应用的主要结构复合材料之一[5],主要用于形状复杂的结构以及蜂窝夹层结构等,具有材料易于铺覆、外形及尺寸易于保证、机械加工面层不易分层等特点,常用于大型复合材料制件外表面层、夹层结构面板材料等,可用于蒙皮、隔板、肋、整流罩等结构件[6]。由于其综合性能优异、成熟的使用经验以及材料与制造成本较低,在飞机次承力结构中占有较大的地位[7-8]。国内环氧树脂复合材料经历了从脆性到韧性复合材料的发展[9],针对大型复合材料制件的成形特点,制备了120℃固化增韧环氧碳纤维织物复合材料,进行了成型工艺研究和性能评价,验证了耐热性和固化成形工艺适应性,完成了室温力学性能、韧性性能和高低温力学性能的评价。
1 材料制备
1.1 原材料
树脂:120℃固化增韧改性环氧树脂体系,3238A。
斜纹碳纤维织物:CCF300 3K碳纤维,以3压1组织结构织成的斜纹碳纤维机织物。主要性能指标见表1。
表1 斜纹碳纤维织物性能指标
Table 1 Performance index of twill carbon fiber fabric
|
性能项目
|
性能指标
|
|
单位面积质量,g/m2
|
|
220±7
|
|
织物密度,根/10mm
|
经向
|
5.4±0.2
|
|
|
纬向
|
5.4±0.2
|
|
质量分布,%
|
经向
|
50±1
|
|
|
纬向
|
50±1
|
|
拉伸断裂强力,N/25mm
|
经向
|
≥1600
|
|
|
纬向
|
≥1600
|
1.2 高精度预浸料制备
对于高精度预浸料的制备采用两步热熔法,第一步将树脂基体制备成树脂膜,树脂熔融后,通过涂胶系统间隙将树脂转移到离型纸上,涂覆成胶膜,利用X光在线检测技术,定量监测胶膜,第二步将树脂膜与碳纤维织物复合制备预浸料,通过树脂在热压辊作用下熔融浸渍纤维形成预浸料,树脂膜制备过程见图1。
树脂粘度在一定温度范围内易制备稳定的树脂膜[10],确定涂胶温度在50℃~60℃,涂胶速度12m/min~18m/min,可以在脱膜纸上形成树脂膜。在制膜阶段采用红外监控手段,自动调整涂胶间隙,实现胶膜的长程稳定性和宽度方向的均匀性。制备的预浸料树脂含量精度、纤维面密度精度分别达到了±2%、±5%,满足了航空大尺寸制件成型对预浸料的控制要求。
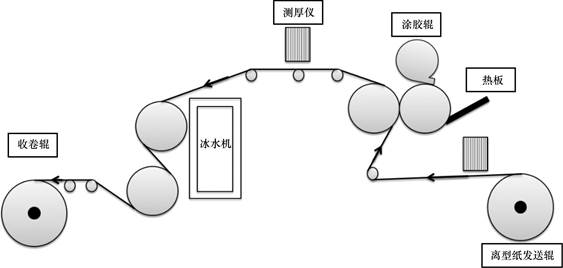
图1 树脂膜制备示意图
Fig.1 Diagram of preparation of resin film
1.3 120℃固化复合材料制备
将预浸料裁剪,按照表2的铺层,经向对经向铺贴,铺层数为13层,层压板厚度为3.0±0.1mm。采用热压罐法成型复合材料,工艺参数为:在室温抽真空至0.09MPa,升温速度1℃/min~3℃/min,固化压力为0.4MPa~0.6MPa,加压点为80℃~110℃,固化温度为125℃±5℃,固化时间为1.5h~2.5h,冷却至60℃卸模。图2为120℃固化复合材料热压罐法成型工艺曲线。
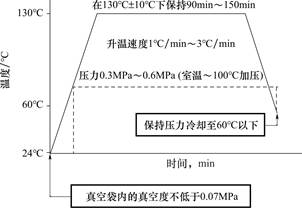
图2 120℃固化复合材料热压罐法成型工艺曲线
Fig.2 Forming process curve of 120℃ curing composite material by hot-pressing pot method
由于大型复合材料构件固化过程中制件各部分的温度场往往存在一定差异,导致制件各部分在加压时的温度不完全相同[11-12],分别进行了三种典型温度23℃加压、80℃加压和110℃加压对复合材料板材质量和力学性能的影响,制备的复合材料板材超声C扫描图像见图3,C扫结果颜色上深下浅是由于板材位置与扫描设备存在角度偏差,整体来看板材无分层、无夹杂、无密集空隙,说明复合材料
的内部质量良好。复合材料随炉件性能结果见表3。从表3可以看出,三种不同加压工艺下的复合材料基本力学性能没有明显差别,均达到了材料性能指标要求,表明材料在固化中对加压时机不敏感,工艺性好,有利于制备大型复合材料构件。
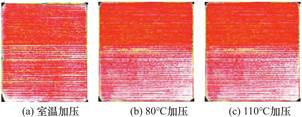
图3 不同温度加压制备的复合材料板材的超声C扫描图像
Fig.3 Ultrasonic C-scan image of composite plate prepared by pressure at different temperature
表2 层压板铺层表
Table 2 Laminated sheet
|
项目
|
试样尺寸(长×宽×厚)
|
铺层
|
|
弯曲强度,MPa
|
120mm×12.7mm×3.0mm
|
(0,90)13
|
|
层间剪切强度,MPa
|
20mm×6mm×3.0mm
|
(0,90)13
|
表3 不同温度加压工艺下复合材料的性能
Table 3 Properties of composite material under different temperature and pressure processes
|
项目
|
测试条件
|
室温加压0.4MPa
|
80℃加压0.4MPa
|
110℃加压0.4MPa
|
材料性能指标
|
|
弯曲强度,MPa
|
RT,干态
|
1421
|
1422
|
1427
|
≥1250
|
|
层间剪切强度,MPa
|
RT,干态
|
87.1
|
86.4
|
88.5
|
≥80
|
2 性能研究
2.1 增韧环氧树脂
2.1.1 DSC固化工艺参数
对树脂进行DSC曲线扫描,得到树脂固化的特征反应温度,采用差示扫描量热仪方法进行树脂最高放热温度测试[13],以等速升温DSC曲线反应主放热峰达到的热流率最大值所对应的温度为最高放热温度。升温速率10℃/min,测试温度范围:室温~250℃,测得的树脂典型DSC图谱见图4,固化放热峰的起始温度、峰顶温度和峰终温度分别为132.0℃、145.8℃、154.3℃,因此确定材料的固化温度为120℃~130℃。
5个批次3238A树脂的DSC测试结果见图5,由测试结果可知,各批次3238A树脂的固化温度(固化起始温度、固化峰值温度、固化结束温度)基本一致,在较宽的温度范围内有一单峰,说明各组分之间的反应协调性较好,反应过程基本一致,固化工艺易于控制。
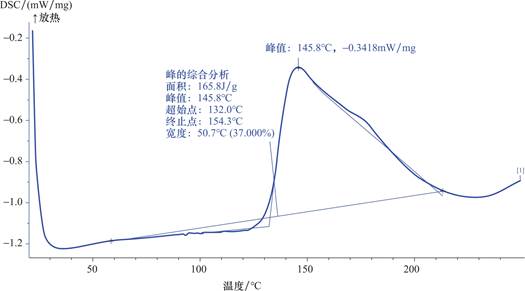
图4 3238A树脂DSC图谱
Fig.4 DSC spectrum of 3238A resin
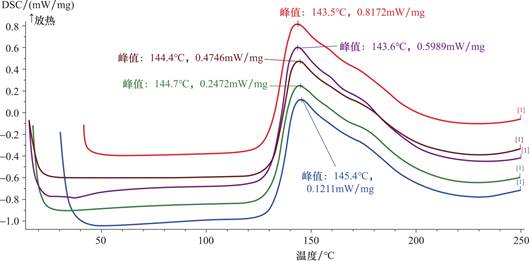
图5 多批次3238A树脂DSC图谱
Fig.5 DSC spectrum of 3238A resin from multi-batch
2.1.2 流变性能
树脂具有可控的粘度可有效保证预浸料制作过程中树脂对纤维丝束的浸润[14-16],并保障复合材料固化成型过程中空气的有效排除,实现复合材料的低孔隙率。树脂流变性能见图6,在70℃~110℃温度范围内,粘度最高为70℃时的22.59Pa·s,升温到97℃时粘度下降到最低6.24Pa·s,继续升温到110℃时,粘度也仅增加到8.76Pa·s,可见3238A树脂在低粘度区间随温度的变化较小,具有较宽的加压窗口。5个批次的树脂升温粘温曲线(见图7)基本保持一致,说明树脂的固化反应速率基本一致。
2.1.3 红外光谱
红外光谱分析可以表征物质的化学成分,通过测试树脂的红外光谱,可以鉴定树脂基体化学成分的变化,进而用来进行树脂基体的质量控制[17-19]。
3238A树脂典型的红外图谱见图8,特征峰满足(827±10)cm-1、(1233±10)cm-1、(1508±10)cm-1的要求。进行了5个批次3238A红外光谱测试见图9,从测试结果可以看出,树脂的红外光谱特征峰满足树脂材料标准特征峰范围要求,并且红外光谱图基本一致,说明树脂的分子结构一致。
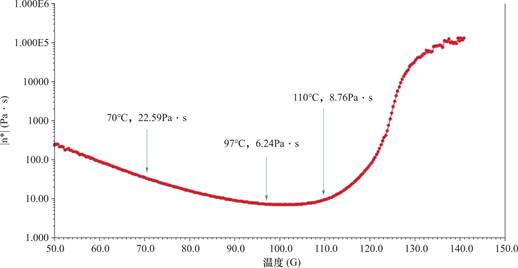
图6 3238A树脂流变性能
Fig.6 Rheological property of 3238A resin
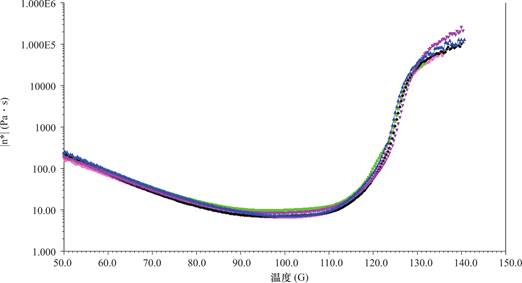
图7 多批次3238A树脂流变性能
Fig.7 Rheological property of 3238A resin from multi-batch
2.1.4 耐热性研究
影响复合材料耐热性的主要因素包括树脂本身的化学成分和分子结构,代表树脂耐热性的主要参数之一是玻璃化转变温度Tg[20]。采用DMA方法分别测试了3238A树脂在室温干态和湿态的玻璃化转变温度,测试结果见表4,树脂DMA干态曲线见图10,DMA湿态曲线见图11。树脂浇铸体在标准工艺固化下的Tg为156.2℃,湿态Tg为133.3℃,对于环氧树脂复合材料,通常取湿态玻璃化转变温度下调30℃为材料的高温极限温度,可以得出,3238A织物复合材料的高温极限温度为100℃,说明作为120℃固化的增韧树脂耐热性较好。
2.2 预浸料物理性能
采用HB预浸料物理性能试验方法,分别测试了树脂含量、挥发份含量、树脂流动度、凝胶时间,纤维面密度。3238A织物预浸料的物理性能见表5,各项性能满足指标要求。对3238A织物预浸料的树脂含量和纤维面密度进行了实测数据分析,预浸料树脂含量测试结果平均值为37.9%,标准差为0.043,见图12,表明预浸料的树脂含量具有较高的控制精度;预浸料纤维面密度测试结果平均值为223g/m2,标准差为0.159,见图13,表明预浸料纤维面密度能够控制在较窄的范围内,有利于采用该材料制造要求精确控制厚度的构件。
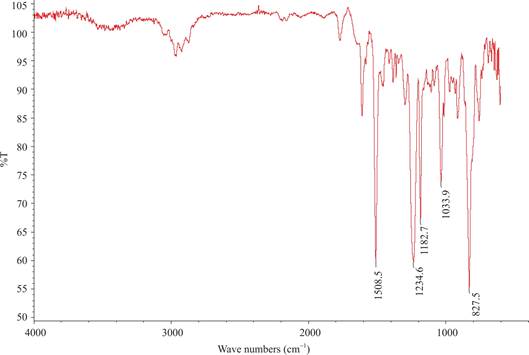
图8 3238A树脂红外光谱图
Fig.8 Infrared spectrogram of 3238A resin
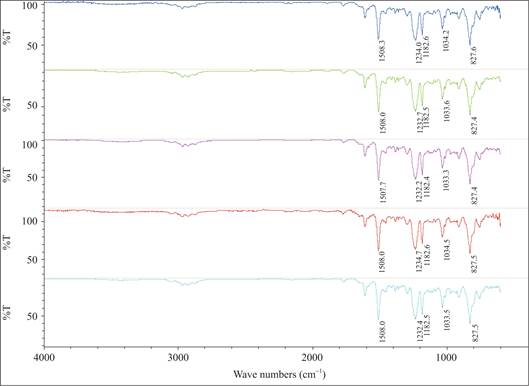
图9 多批次3238A树脂红外光谱图
Fig.9 Infrared spectrogram of 3238A resin from multi-batch
表4 3238A树脂DMA测试结果
Table 4 DMA test results of 3238A resin
|
玻璃化转变温度
|
|
干态
|
湿态(水煮48 h)
|
|
起始点,℃
|
峰值,℃
|
起始点,℃
|
峰值,℃
|
|
131.2
|
156.2
|
101.2
|
133.3
|
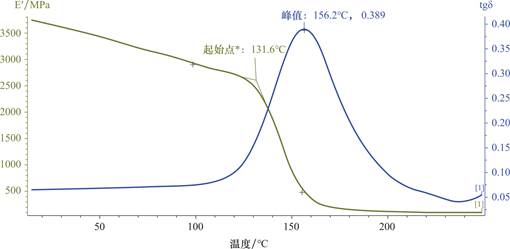
图10 3238A树脂DMA曲线(干态)
Fig.10 DMA curve of 3238A resin(dry state)
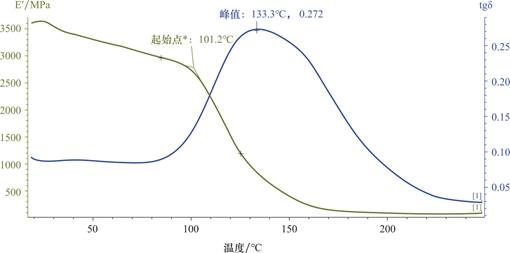
图11 3238A树脂DMA曲线(湿态)
Fig.11 DMA curve of 3238A resin(wet state)
表5 3238A织物预浸料物理性能
Table 5 Physical properties of 3238A fabric prepreg
|
主要性能
|
性能指标
|
测试方法
|
平均值
|
|
树脂含量,%
|
38±3
|
HB7736.5
|
37.9
|
|
挥发份含量,%
|
≤0.8
|
HB7736.4
|
0.32
|
|
树脂流动度,%(125℃)
|
7~19
|
HB7736.6
|
18.4
|
|
凝胶时间,min(125℃)
|
3~13
|
HB7736.7
|
11.3
|
|
纤维面密度,g/m2
|
220±10
|
HB7736.3
|
223
|
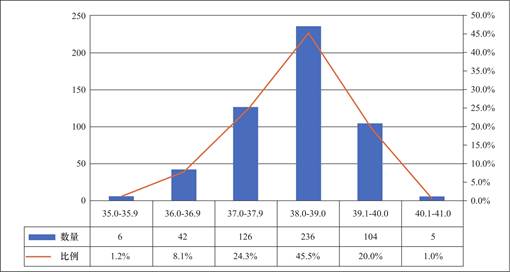
图12 预浸料树脂含量测试数据统计
Fig.12 Statistics on test data of prepreg resin content
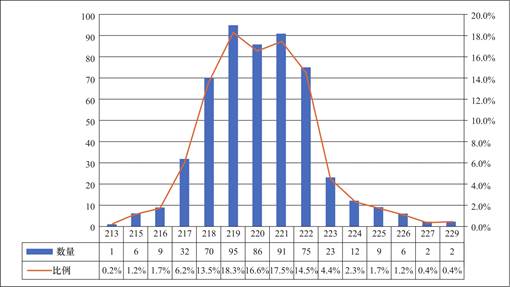
图13 预浸料纤维面密度测试数据统计
Fig.13 Statistics on test data of prepreg fiber surface density
3 复合材料力学性能分析
按照ASTM先进复合材料标准测试了层合板的常温干态拉伸、弯曲、层剪性能与冲击后压缩强度,低温、高温湿热条件下的经向拉伸强度、经向拉伸模量、纬向拉伸强度、纬向拉伸模量与层间剪切强度。
室温干态性能测试的试样在23℃±5℃下进行预处理,低温、高温力学性能研究的试样分别在-55℃±5℃、70℃±5℃下进行预处理。湿热环境的试样在71℃±5℃水中浸泡14 d后,进行试验,性能测试结果见表6。
由表6可以看出,3238A织物复合材料在23℃常温、70℃高温湿态以及-55℃低温干态的性能均达到了指标要求,具有优异的力学性能。室温干态冲击后压缩强度为228 MPa,具有良好的韧性[21-22]达到了国外同类材料CYCOM919GF-3070PW的韧性水平。3238A织物复合材料在70℃高温湿热条件下经向拉伸强度保持率为85.8%,纬向拉伸强度保持率为87.2%,层间剪切强度保持率为77%,说明树脂有效增韧后,3238A织物复合材料保持了良好的耐湿热性能。
表6 3238A增韧织物复合材料力学性能
Table 6 Mechanical properties of 3238A toughened fabric composite
|
力学性能
|
性能指标
|
试验方法
|
试验温度/测试状态
|
平均值
|
Cv,%
|
|
经向拉伸强度,MPa
|
≥483
|
ASTMD 3039
|
-55℃/干态
|
774
|
6.45
|
|
|
≥517
|
|
室温/干态
|
794
|
8.15
|
|
|
≥448
|
|
70℃/湿态
|
683
|
6.86
|
|
经向拉伸模量,GPa
|
62~79
|
ASTM D 3039
|
-55℃/干态
|
63.4
|
9.62
|
|
|
55~69
|
|
室温/干态
|
66.9
|
4.59
|
|
|
48~66
|
|
70℃/湿态
|
62.2
|
7.73
|
|
纬向拉伸强度,MPa
|
≥483
|
ASTM D 3039
|
-55℃/干态
|
682
|
8.14
|
|
|
≥517
|
|
室温/干态
|
657
|
6.72
|
|
|
≥448
|
|
70℃/湿态
|
573
|
9.34
|
|
纬向拉伸模量,GPa
|
62~79
|
ASTM D 3039
|
-55℃/干态
|
62.1
|
5.32
|
|
|
55~69
|
|
室温/干态
|
65.2
|
7.63
|
|
|
55~69
|
|
70℃/湿态
|
60.3
|
4.80
|
|
经向弯曲强度,MPa
|
≥640
|
ASTM D 790
|
室温/干态
|
799
|
6.51
|
|
层间剪切强度,MPa
|
≥60
|
ASTM D2344
|
-55℃/干态
|
71.4
|
9.51
|
|
|
≥42
|
|
室温/干态
|
56.1
|
4.00
|
|
|
≥30
|
|
70℃/湿态
|
43.2
|
3.85
|
|
冲击后压缩强度,MPa
|
≥200
|
ASTM D 7136
ASTM D 7137
|
室温/干态
|
228
|
4.37
|
|
I型层间断裂韧性,J/m2
|
≥650
|
ASTM D 5528
|
室温/干态
|
795.1
|
5.56
|
注:弯曲强度为室温干态数据,用于随炉件质量控制。
4 结论
(1)3238A增韧织物预浸料适合两步热熔法制备,树脂含量平均值的波动范围在±2%,纤维面密度波动范围控制在±5g/m2,可以满足大型复合材料制件高精度要求。
(2)3238A增韧织物复合材料层压板无损检测和力学性能测试结果表明材料内部质量较好,工艺参数合理,具有优良的工艺性能。
(3)3238A增韧织物预浸料物理性能和复合材料力学性能各项性能满足工程应用指标要求。
(4)3238A增韧织物复合材料力学性能测试结果表明材料具有良好的耐湿热性能,达到了较好的增韧效果,材料高温湿热力学保持率高,可在70℃服役环境条件下使用。
利益冲突: 作者声明没有利益冲突。
[①] *通讯作者 Corresponding author:高丽红,glh005@126.com
收稿日期:2024-11-29; 录用日期:2024-12-19; 发表日期:2025-03-28
参考文献(References)
[1] 陈祥宝, 张宝艳, 邢丽英. 先进树脂基复合材料技术发展及应用现状[J]. 中国材料进展, 2009, 28(6): 11.
[2] 益小苏. 先进复合材料技术研究与发展[M]. 北京: 国防工业出版社, 2006.
[3] 顾超英. 碳纤维复合材料在航空航天领域的开发与应用[J]. 化工文摘, 2009(1): 17-18.
[4] 江润莲, 赵玉涛. 先进复合材料在军事领域的应用[J]. 材料导报, 2004, 18(F04): 3.
https://doi.org/10.3321/j.issn:1005-023X.2004.z1.101.
[5] 杜善义. 先进复合材料与航空航天[C]//2006复合材料 技术与应用可持续发展工程科技论坛. 2006.
[6] 任晓华. 航空复合材料制造技术发展[J]. 航空科学技术, 2010(4): 4.
https://doi.org/10.3969/j.issn.1007-5453.2010.04.001.
[7] 陈祥宝. 聚合物基复合材料手册[M]. 北京: 化学工业出版社, 2004.
[8] 何东晓. 先进复合材料在航空航天的应用综述[J]. 高科技纤维与应用, 2006(02): 9-11.
https://doi.org/10.3969/j.issn.1007-9815.2006.02.003.
[9] 姚康德, 成国祥. 环氧树脂增韧研究进展[J]. 热固性树脂, 2001.
[10] 何崇军, 蔡立彬, 崔英德. 环氧树脂固化体系研究进展[J]. 广州化工, 2002, 30(004): 109-111.
https://doi.org/10.3969/j.issn.1001-9677.2002.04.034.
[11] 谢富原. 先进复合材料制造技术[M]. 北京: 航空工业出版社, 2017.
[12] 苏鹏, 崔文峰. 先进复合材料热压罐成型技术[J]. 现代制造技术与装备, 2016(11): 2.
https://doi.org/10.3969/j.issn.1673-5587.2016.11.089.
[13] 陈祥宝. 高性能树脂基体[M]. 北京: 化学工业出版社, 1999.
[14] 谢瑞广, 丘哲明, 王斌, 等. 中温固化环氧树脂体系的现状与发展[J]. 化学与粘合, 2003(5): 5.
https://doi.org/10.3969/j.issn.1001-0017.2003.05.013.
[15] 吴良义, 罗兰, 温晓蒙. 热固性树脂基体复合材料的应用及其工业进展[J]. 热固性树脂, 2008, 23(B08): 10.
https://doi.org/10.3969/j.issn.1002-7432.2008.z1.007.
[16] 谢瑞广, 丘哲明, 王斌, 等. 中温固化环氧树脂体系的现状与发展[J]. 化学与粘合, 2003(5): 5.
https://doi.org/10.3969/j.issn.1001-0017.2003.05.013.
[17] 加 张凤翻, 加 于华, 加 张雯婷. 热固性树脂基复合材料预浸料使用手册[M]. 北京: 中国建材工业出版社, 2019.
[18] 沈超. 3238 树脂及其改性[J]. 航空学报, 2008, 29(3): 5.
https://doi.org/10.3321/j.issn:1000-6893.2008.03.035.
[19] 乌云其其格, 金鹏, 李峰, 等. 中温预固化高性能环氧树脂复合材料性能研究[J]. 高科技纤维与应用, 2021, 46(3): 5.
https://doi.org/10.3969/j.issn.1007-9815.2021.03.003.
[20] 白云起, 薛丽梅, 刘云夫. 环氧树脂的改性研究进展[J]. 化学与粘合, 2007, 29(4): 5.
https://doi.org/10.3969/j.issn.1001-0017.2007.04.018.
[21] 朱凯, 沈超. H300碳纤维及其预浸料性能研究[J]. 高科技纤维与应用, 2011, 36(4): 4.
https://doi.org/10.3969/j.issn.1007-9815.2011.04.007.
[22] 王洁宇, 沈超, 朱凯. 中温固化环氧复合材料的颗粒增韧技术[J]. 江西化工, 2012, 000(002): 123-129.
https://doi.org/10.3969/j.issn.1008-3103.2012.02.034.
Study on the Properties of 120℃ Curing Toughened Epoxy Carbon Fiber Fabric Composites
GAO Lihong1,*, YANG jian1, WANG Jieyu2, ZHONG Zhenquan1
(1. AVIC The First Aircraft Institute, Xi’an 710089, China
2. AVIC Composite Corporation Ltd. , Beijing 101300, China)
Abstract: The 120℃ curing toughened epoxy carbon fiber fabric composites are the main structural materials used in aviation at present. In view of the urgent need of using 120℃ curing toughened epoxy carbon fiber fabric composites for typical structures such as skin, partition, rib and fairing of large-scale composite materials, and relying on the research foundation and accumulated experience of domestic earlier composites, In this paper, 120℃ curing toughened epoxy carbon fiber fabric composites were prepared by two-step hot-melt method, the typical curing process parameters were determined, the DSC characteristics, IR spectra and rheological properties of toughened resin system were studied, the heat resistance and curing process adaptability were verified, and the physical properties, room temperature mechanical properties of the composites, the properties of toughness and high and low temperature mechanical properties were evaluated, and established relatively complete performance data. The results show that the prepreg prepared by curing toughened epoxy carbon fiber fabric at 120℃ has good technicality, the precision of resin content reaches±2% and the precision of fiber surface density reaches±5%. It can be applied to the forming process of hot-pressing pot, and meets the control requirements of the prepreg by the large-scale aeronautical molding. The glass transition temperature of the material is high, the properties of the composite meet the requirements of the index, the mechanical properties are excellent, the tensile properties and interlaminar shear properties are maintained at high temperature and humidity, the resistance to heat and humidity is good, and the comprehensive properties are excellent.
Keywords: 120℃ curing, toughened, epoxy resin, composite materials, properties research
DOI: 10.48014/pcms.20241129002
Citation: GAO Lihong, YANG jian, WANG Jieyu, et al. Study on the properties of 120℃ curing toughened epoxy carbon fiber fabric composites[J]. Progress in Chinese Materials Sciences, 2025, 4(1): 1-11.
