NaF添加剂对铝合金微弧氧化能耗与涂层性能的影响
王鑫阳, 鲁世彬, 王伟强*
(大连理工大学 材料科学与工程学院, 大连 116024)
摘要: 在致力于实现汽车轻量化目标的进程中, 铝合金以其出色的特性成为了不可或缺的关键材料, 但其表面性能不足, 往往需要通过改性技术提升。微弧氧化是一种极具成效的表面处理手段, 能够在铝合金表面原位生长高性能陶瓷涂层, 但其高能耗问题限制了工业化应用。本文通过调控电解液中的NaF浓度, 系统研究了其对微弧氧化放电特性、涂层结构、性能及微弧氧化能耗的影响。研究结果表明, NaF的添加显著降低了击穿电压, 单位能耗随NaF浓度增加而降低, 其中10g/L NaF体系 (MF10) 的单位能耗较未添加体系 (MF0) 减少约52. 2%。涂层形貌显示适量NaF可减小涂层孔隙, 提升致密性, 而过量NaF则会导致大孔洞和表面烧蚀。XRD分析表明, NaF促进了α-Al2O3、莫来石及AlF3相的生成。涂层性能测试显示, MF10样品的腐蚀电流密度低至2. 50×10-8A·cm-2, 且在摩擦测试中得到最小的磨痕深度。本研究为开发低能耗、高性能的铝合金MAO工艺提供了理论依据与技术参考。
关键词: 微弧氧化, 铝合金, 能耗, 耐蚀性, 耐磨性
DOI: 10.48014/pcms.20250505001
引用格式: 王鑫阳, 鲁世彬, 王伟强. NaF添加剂对铝合金微弧氧化能耗与涂层性能的影响[J]. 中国材料科学进展, 2025, 4(2): 42-53.
文章类型: 研究性论文
收稿日期: 2025-05-05
接收日期: 2025-05-09
出版日期: 2025-06-28
1 引言
铝合金凭借其独特的性能优势,在汽车轻量化领域发挥着重要作用,具有极高的应用价值。目前,铝合金广泛应用于汽车传动、车体、引擎、底盘及电气外壳等零部件中。然而,在实际使用中,铝合金表面的性能往往达不到设计要求。所以对应用于车用部件的铝合金进行表面改性是非常有必要的。
在各种表面改性技术中,微弧氧化(Micro-arc oxidation,MAO)是一项很有前途的技术,特别适合在铝合金表面制备涂层。MAO通过在环保碱性电解液中施加适当的电参数,凭借弧光放电带来的瞬间高温高压效果,能够在铝、镁、钛等金属及其合金的表面,原位生成以基体金属氧化物为主的陶瓷涂层,MAO涂层可以显著改善合金的摩擦学性能和腐蚀性能[1]。近期软火花放电成为MAO工艺的热点研究领域,在双向电流条件下,当阴阳极电荷比设定大于1时,常规电弧放电可能转变为特定的软火花放电模式。该放电模式转变的特征表现为阳极电压逐渐降低,同时伴随声发射和光发射信号的减弱。软火花放电能有效增加氧化层厚度并改善其均匀性,减少涂层中的大尺寸放电通道,从而促进致密高质量涂层的形成。
然而,制约微弧氧化技术的主要瓶颈之一是其高能耗问题。由于需维持高压脉冲放电,传统电源系统的能量利用率较低(通常不足30%),导致工业化生产成本较高。因此,如何解决微弧氧化的高能耗问题是实现微弧氧化技术大规模推广的当务之急。
针对微弧氧化的高能耗问题,研究者们已从不同角度展开了研究。例如,田等[2]从微弧氧化电解液体系入手,对不同种类的轻金属合金进行处理,通过计算发现在低能耗电解液体系中的单位体积能耗比常规电解液体系降低约50.34%,刘等[3]通过提高微弧氧化电解液的电导率降低了钛合金微弧氧化过程中的能耗,付等[4]系统研究了工艺参数对较大面积铝合金微弧氧化能耗的影响,发现电解液浓度,电流密度和氧化时间对铝合金微弧氧化的能耗均有较大影响。田等[5]也对微弧氧化的电参数进行研究,发现其中影响最大的因素为占空比,其次为频率,影响最小的为电流密度。虽然针对微弧氧化能耗降低的研究已有一定的发展,但以往的研究只集中于能耗的降低,忽视了对所制备的涂层的其他性能的影响,所以,对低能耗微弧氧化涂层的性能的系统性研究是有必要的。
本文通过在硅酸盐电解液体系中添加NaF对微弧氧化电解液进行调控,研究了不同电解液体系下软火花微弧氧化涂层的能耗以及性能,为低能耗且高性能的微弧氧化工艺提供参考。
2 实验方法
2.1 MAO涂层的制备
选用6061铝合金(10mm×10mm×5mm)作为实验基体,试样依次用#400、#800、#1000、#2000的砂纸打磨,将打磨好的试样置于无水乙醇中超声清洗10min,最后经冷风吹干备用。MAO过程中保持电解液温度不超过25℃,反应采用双向不对称恒流模式,阳极电流密度0.1A/dm2,阴极电流密度0.14A/dm2,频率为500Hz,正负占空比为20%,持续时间为1500s。表1列出了本实验采用的电解液体系组成及对应试样的命名。
表1 不同样品的名称和电解液成分
Table 1 Names of different samples and their electrolyte compositions
|
样品名称
|
电解液成分
|
|
MF0
|
10g/L Na2SiO3·9H2O+2g/L NaOH
|
|
MF5
|
10g/L Na2SiO3·9H2O+2g/L NaOH+5g/L NaF
|
|
MF10
|
10g/L Na2SiO3·9H2O+2g/L NaOH+10g/L NaF
|
|
MF15
|
10g/L Na2SiO3·9H2O+2g/L NaOH+15g/L NaF
|
|
MF20
|
10g/L Na2SiO3·9H2O+2g/L NaOH+20g/L NaF
|
2.2 涂层厚度测量
采用涡流测厚仪(BCT-150B,BOTAI,China)测量微弧氧化膜层的厚度。为保障测量结果的准确性,从测量范围中随机挑选出10个不同的位置测量,除掉其中的最大值与最小值,将剩余数据平均计算,所得的平均值作为该微弧氧化层的厚度数值。
2.3 涂层形貌与物相
涂层经过喷金处理后,用配备能谱仪(EDS)的高分辨率场发射扫描电子显微镜(SEM,JSM-IT800,Japan)获取MAO涂层的微观结构图像和元素信息,包括涂层的表面形貌,截面形貌及元素组成,摩擦实验后的磨痕形貌等。利用激光共聚焦显微镜(OLS4000,Olympus,Japan)测试涂层粗糙度。使用X射线衍射仪(XRD,Bruker D8 ADVANCE,Germany)鉴定MAO涂层的物相,采用Cu Kα1射线(λ=1.54056Å),加速电压为40kV,步长为0.02°,扫速4°/min,测量范围为10°~80°,结果采用Jade软件进行分析。
2.4 涂层性能测试
腐蚀性能测试使用电化学工作站(Multi Autolab/ M204,Metrohm,Switzerland)及与之配套的三电极工作体系。其中,采用铂电极充当对电极(CE),参比电极(SCE)为饱和甘汞电极,工作电极(WE)为1 cm2的涂层样品。在3.5 wt%的NaCl溶液中进行电化学测试。电化学阻抗谱(EIS)的测试范围从105 Hz到10-2 Hz,振幅为10mV。所获取的EIS数据通过ZSimpWin软件完成拟合。动电位极化(PDP)曲线在相对于试样开路电位-0.5V至0.5V的范围内测试,测试速率为1mV/s。
采用显微硬度计(HVS-1000A,HUAYIN,China)对试样的硬度进行测试,载荷为0.98N,保持载荷的时间为15s,对于每一个试样,均挑选5个不同的位置来进行测试,最终求取这些测量值的平均值。利用通过摩擦磨损试验机(Bruker CETR UMT-2,Germany)测试微弧氧化膜层在室温下的耐磨性。摩擦副为Si3N4轴承钢球(直径5mm),载荷为10N,频率为5Hz,磨损长度为6mm,时间为15min。试验后利用激光共聚焦显微镜测试磨损轮廓。
3 结果与分析
3.1 电压-时间响应曲线
图1显示了在添加不同浓度NaF的电解液中MAO时的电压幅值的变化,所有变化都符合软火花MAO过程的特征。整个过程大致分为三个阶段,第一个阶段阳极电压快速上升,当达到击穿电压后进入第二个阶段,此时阳极电压上升速率显著下降,第三个阶段为阳极电压的突然下降及后续逐渐平稳的过程。
第一阶段中阳极电压在最初的几秒钟内急剧增加,对应于铝快速转化为薄而致密的介电氧化层。不同的是,添加NaF的电解液中击穿电压明显下降。
第二阶段阳极电压缓慢上升,此时膜层生长主要依靠电弧击穿造成的基体熔融冷却堆积,此过程中,随着电解液中NaF添加量的升高,升压曲线的斜率逐渐增加。据Zhang等[6]报道,工作电压的提升通常与膜层厚度的增加紧密相连,因此,在相同实验条件下,升压曲线斜率的增大可能预示着膜层生长速率的加快。另外,在这个电压缓升阶段加入NaF的电解液体系中样品表面的反应更柔和,声发射更低,表明NaF的加入可以降低MAO反应的剧烈程度。
第三阶段是MAO软火花放电的典型特征[7],即阳极电压在缓慢达到峰值后有一个突然下降的转变。由图1可以看出NaF的加入使MAO过程进入到软火花状态的时间提前,且这个趋势与加入的NaF浓度成正相关。以往的研究表明氟化盐作为强电解质,可以增加电解液的电导率[8],更加容易得到厚的膜层,这可能是其更早地进入软火花状态的原因,因为MAO向软火花转变通常发生在涂层达到一定厚度之后。
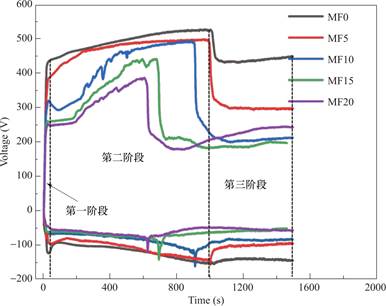
图1 在添加不同浓度NaF的电解液下MAO时的电压-时间响应曲线
Fig.1 The voltage-time response curves during MAO in electrolytes with different NaF concentration
NaF的加入使得其电解液体系在整个MAO过程中的电压下降,这意味着在微弧氧化过程消耗了更少的能量。但是过高浓度的NaF添加会导致膜层质量的下降。对于浓度为20g/L的电解液体系,虽然阳极电压幅值的演变与其他电解液体系相比代表着更低的能耗,但处理过后的样品表面质量较差,如图2所示。检查样品可知,此时样品表面局部出现了烧蚀现象,膜层部分脱落。由于MF20样品表面质量较差,所以本文不再对其进行后续研究。
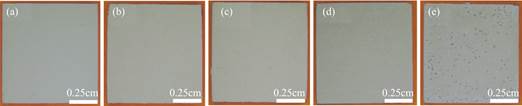
图2 使用含有不同浓度NaF的电解液制备的涂层的外观(a)MF0;(b)MF5;(c)MF10;(d)MF15;(e)MF20
Fig.2 Appearance of coatings prepared in electrolytes with different NaF concentrations(a)MF0;(b)MF5;(c)MF10;(d)MF15;(e)MF20
3.2 涂层的表面形貌
图3为不同NaF添加量下的MAO表面形貌。MF0样品表面由两种典型的形貌构成,分别为薄饼状结构(图中红色箭头所示位置)和细结节状结构。细结节形态是在软火花电弧条件下生长的涂层的特征,而在更强的电弧激发条件下产生的MAO涂层通常观察到薄饼状形态。MF5和MF10样品表面更加致密,薄饼状结构数量显著减少,更多的结节状结构产生。这是由于添加NaF后的样品更早的进入软火花状态,柔和的软火花放电改善了涂层的表面质量,产生了更多的结节状结构。但在添加高浓度NaF后,MF15样品表面出现了较多的大孔隙,与传统MAO过程中产生的火山口形貌类似,降低了涂层的质量。几种涂层的表面形貌相互对照,能够看出,适当的NaF添加促进MAO进入软火花放电状态,涂层表面的孔隙率降低,平均孔径变小。孔隙率的降低可能是由于添加NaF后的样品在整个MAO过程中有着更低的电压,从而导致更温和的击穿放电,所以留下的放电通道更小。同时添加NaF可以使放电更早地进入到软火花模式,一些氧化物在软火花放电过程中熔化,更好地填充了原始孔隙。
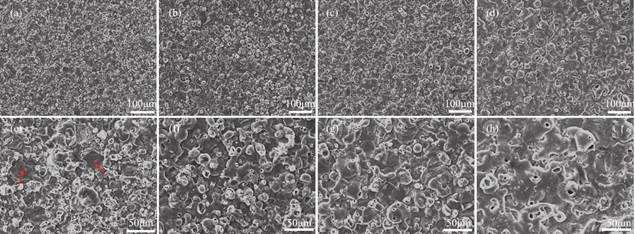
图3 加入不同浓度NaF的涂层的表面形貌(a)(e)MF0;(b)(f)MF5;(c)(g)MF10;(d)(h)MF15
Fig.3 Surface morphologies of coatings prepared with different NaF addition(a)(e)MF0;(b)(f)MF5;(c)(g)MF10;(d)(h)MF15
3.3 涂层的截面形貌
图4所示为使用不同NaF添加量下的电解液制备的微弧氧化样品的截面形貌与元素分布。可以观察到,随着电解液中NaF浓度升高,膜层的厚度也逐渐增加。有研究表明,在电解液中,F-充当着放电火花引发剂的角色[9],也就是说,电解液里的F-能够有效促使试样表面产生火花现象,在样品表面引发更多的放电位点,使微弧氧化过程中的放电通道进一步打开,促进微弧氧化膜层的生成,上述解释可通过膜层的元素分布来验证。一般来说,Al合金软火花放电后,Si元素主要分布在外层,这是由于Si 尺寸大,不能通过D型放电通道进入衬底与涂层内层的界面参与成膜[10]。添加NaF后,由于放电通道的扩大,Si也可以进入到膜层内部参与成膜。从元素的分布来看,随着电解液中NaF含量的提升,膜层中Si元素的聚集区逐渐向膜层内部扩散,内部的Si元素含量增多。虽然随着NaF的添加,膜层的厚度逐渐增加,但膜层的致密度下降。与MF0膜层相比,添加NaF的膜层截面微孔孔径增大,在MF15涂层内部产生了一些尺寸较大的孔洞。其原因是NaF添加进电解液中后使试样表面产生的放电火花数量增加,更多的能量作用在试样表面,使得放电通道内的成膜反应更为剧烈,导致大量气泡迅速生成,但由于反应速度过快,这些气泡没有足够的时间从膜层中溢出,最终被留存于膜层内部,进而形成了尺寸较大的孔洞。与之对应,微弧氧化反应生成的熔融物质在膜层中的沉积量显著降低,使得膜层整体结构较为疏松。
尺寸大,不能通过D型放电通道进入衬底与涂层内层的界面参与成膜[10]。添加NaF后,由于放电通道的扩大,Si也可以进入到膜层内部参与成膜。从元素的分布来看,随着电解液中NaF含量的提升,膜层中Si元素的聚集区逐渐向膜层内部扩散,内部的Si元素含量增多。虽然随着NaF的添加,膜层的厚度逐渐增加,但膜层的致密度下降。与MF0膜层相比,添加NaF的膜层截面微孔孔径增大,在MF15涂层内部产生了一些尺寸较大的孔洞。其原因是NaF添加进电解液中后使试样表面产生的放电火花数量增加,更多的能量作用在试样表面,使得放电通道内的成膜反应更为剧烈,导致大量气泡迅速生成,但由于反应速度过快,这些气泡没有足够的时间从膜层中溢出,最终被留存于膜层内部,进而形成了尺寸较大的孔洞。与之对应,微弧氧化反应生成的熔融物质在膜层中的沉积量显著降低,使得膜层整体结构较为疏松。
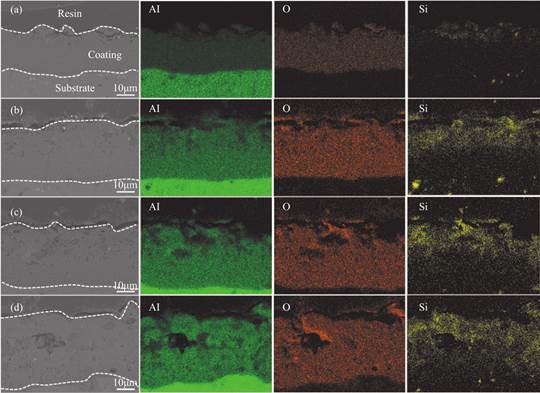
图4 加入不同浓度NaF的涂层的截面形貌及元素组成(a)MF0;(b)MF5;(c)MF10;(d)MF15
Fig.4 Cross-section morphology and elemental composition of the coatings prepared with different NaF addition(a)MF0;(b)MF5;(c)MF10;(d)MF15
3.4 涂层的能耗分析
当前,在评估微弧氧化工艺的能量消耗时,单位能量消耗是一种较为常用的评价指标。单位能耗指,在生长出单位体积的微弧氧化陶瓷层时所耗费的能量。其大小可以通过公式 计算[11],其中I为有效电流(A),其值等于峰值电流与占空比的乘积;S为样品表面积(cm2);d为涂层厚度(μm),ρ的单位为(kW·h/(m2·μm))。本研究中几种涂层的能耗列于表2。从表中可以看出,随着NaF含量的增加,涂层的单位能耗降低,其中MF10样品的能耗较MF0样品降低了约52.2%。引发涂层能耗下降的原因一方面是由于NaF的添加促进了微弧氧化膜层的生长;另一方面NaF的添加降低了样品的起弧电压(图1所示),随着NaF含量的增加,样品微弧氧化的电压呈现降低趋势,整个微弧氧化过程的能耗降低,使得单位能耗值下降。
计算[11],其中I为有效电流(A),其值等于峰值电流与占空比的乘积;S为样品表面积(cm2);d为涂层厚度(μm),ρ的单位为(kW·h/(m2·μm))。本研究中几种涂层的能耗列于表2。从表中可以看出,随着NaF含量的增加,涂层的单位能耗降低,其中MF10样品的能耗较MF0样品降低了约52.2%。引发涂层能耗下降的原因一方面是由于NaF的添加促进了微弧氧化膜层的生长;另一方面NaF的添加降低了样品的起弧电压(图1所示),随着NaF含量的增加,样品微弧氧化的电压呈现降低趋势,整个微弧氧化过程的能耗降低,使得单位能耗值下降。
表2 使用含有不同浓度NaF的电解液制备的涂层的厚度与单位能耗
Table 2 Thickness and energy consumption per unit area of MAO coatings with different NaF addition
|
样品名称
|
涂层厚度(μm)
|
单位能耗(kW·h/(m2·μm))
|
|
MF0
|
25
|
1.57
|
|
MF5
|
34
|
1.01
|
|
MF10
|
37
|
0.75
|
|
MF15
|
42
|
0.52
|
3.5 涂层的物相组成
图5为不同电解液体系下微弧氧化膜层的XRD谱图。可以看出,膜层主要由Al、α-Al2O3、γ-Al2O3、莫来石(Mullite)、AlF3等物相组成。Al相的强度随着电解液中NaF浓度的升高呈下降趋势,这可能归因于涂层厚度的增加,阻碍了来自于基体的X射线信号。MF0涂层中未发现α-Al2O3相,这是由于进入软火花的时间较短,涂层内部温度没有达到γ-Al2O3向α-Al2O3转化所需的条件。在加入NaF后,进入软火花状态的时间提前,涂层变厚,涂层内部温度升高,这种高温会促进γ-Al2O3向α-Al2O3的转变[12],所以MF10与MF15样品中检测出了α-Al2O3。
对比不同电解液制备的微弧氧化膜层的XRD谱图可以看出,随着NaF添加量增加,XRD谱中逐渐出现AlF3相。由于与氧化铝相比,AlF3具有优异的化学稳定性,其不溶于酸、碱和大多数有机溶剂[13],所以AlF3相的产生可以改善MAO涂层的耐蚀性能。同时F-可以增加MAO过程中膜层的放电通道,从而使更多的阴离子如Si进入膜层参与反应,有利于莫来石(Mullite)的出现。需要指出的是,当Si元素以莫来石形式存在时会对涂层的耐磨性能产生积极作用。如有关陶瓷复合材料研究表明,氧化铝与莫来石的复合相能够同时提高材料的强度和韧性,从而改善耐磨性能[14]。另有研究指出,弥散分布的细小莫来石晶粒可以强化玻璃相或非晶相(材料中最薄弱组分),有效抑制裂纹扩展并防止氧化铝相的剥落[15],从而显著提升耐磨性。
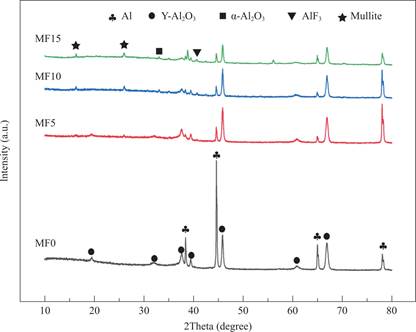
图5 加入不同浓度NaF的涂层的物相组成
Fig.5 Phase composition of coatings with different concentrations of NaF addition
3.6 涂层的耐蚀性能
图6显示了不同MAO样品的PDP曲线。Ecorr为自腐蚀电位,icorr为自腐蚀电流密度,阳极/阴极曲线斜率用βa/βb代表,Rρ为极化电阻,以上参数拟合结果列于表3。极化电阻可通过公式 计算。在添加NaF之后,涂层的自腐蚀电位向正向移动,表明各涂层的腐蚀倾向均减小,腐蚀电流密度变小,表明耐腐蚀性更好。加入NaF后,腐蚀电流密度从MF0样品的8.55×10-8A·cm-2不断降低至MF10样品的2.50×10-8A·cm-2。涂层腐蚀性能的改善可能是由于NaF的存在引起涂层厚度增加,且减小MAO涂层中的孔隙大小,涂层中致密层的占比提高,致密的涂层具备出色的阻挡能力,能够有效阻止腐蚀介质渗透,进而提升涂层的耐腐蚀性能[16]。此外,由于NaF的引入,涂层中产生AlF3相,这种稳定的相可以增强涂层的耐蚀性能。但加入过多NaF后,MF15涂层的腐蚀电流密度反而稍有升高,这是因为MF15涂层厚度虽然增加,但表面孔隙率较高,截面图像也证实,涂层内部存在大尺寸微孔,这些微孔为腐蚀介质的渗入提供了便捷的通道,所以在一定程度上降低了涂层的耐蚀性。
计算。在添加NaF之后,涂层的自腐蚀电位向正向移动,表明各涂层的腐蚀倾向均减小,腐蚀电流密度变小,表明耐腐蚀性更好。加入NaF后,腐蚀电流密度从MF0样品的8.55×10-8A·cm-2不断降低至MF10样品的2.50×10-8A·cm-2。涂层腐蚀性能的改善可能是由于NaF的存在引起涂层厚度增加,且减小MAO涂层中的孔隙大小,涂层中致密层的占比提高,致密的涂层具备出色的阻挡能力,能够有效阻止腐蚀介质渗透,进而提升涂层的耐腐蚀性能[16]。此外,由于NaF的引入,涂层中产生AlF3相,这种稳定的相可以增强涂层的耐蚀性能。但加入过多NaF后,MF15涂层的腐蚀电流密度反而稍有升高,这是因为MF15涂层厚度虽然增加,但表面孔隙率较高,截面图像也证实,涂层内部存在大尺寸微孔,这些微孔为腐蚀介质的渗入提供了便捷的通道,所以在一定程度上降低了涂层的耐蚀性。
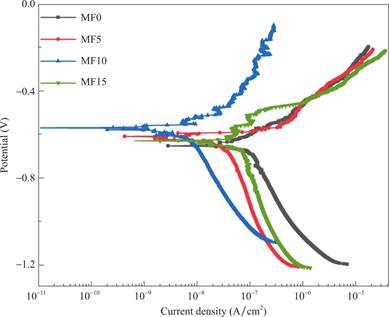
图6 不同涂层的极化曲线
Fig.6 Polarization curves of different coatings
表3 不同浓度NaF添加下MAO涂层的极化曲线拟合参数
Table 3 Fitting parameters of polarization curves for MAO coatings with different NaF contents
|
Samples
|
Ecorr(V/SCE)
|
icorr(A/cm2)
|
βa(mV·dec-1)
|
βb(mV·dec-1)
|
Rρ(Ω·cm2)
|
|
MF0
|
-0.559
|
8.55×10-8
|
133.37
|
478.27
|
6.28×105
|
|
MF5
|
-0.580
|
4.68×10-8
|
98.47
|
317.86
|
1.31×106
|
|
MF10
|
-0.568
|
2.50×10-8
|
122.42
|
373.15
|
4.68×106
|
|
MF15
|
-0.571
|
6.81×10-8
|
106.74
|
387.61
|
7.77×105
|
进一步的EIS测试结果见图7。其中奈奎斯特图的结果(图7(a))揭示了腐蚀过程中涂层阻抗的特性。与MF0样品相比,加入NaF后的涂层的阻抗弧直径增加,表明涂层的耐蚀性能增加[17]。这些样品中MF10的阻抗弧最大,代表着最好的耐蚀性能。图7(b)频率阻抗图中的低频阻抗模量(|Z|0.01Hz),从MF0涂层的1.61×106 Ω·cm2上升至MF10涂层的2.98×106Ω·cm2,并且MF5、MF10、MF15都表现出比MF0更高的低频电阻。因此,NaF的加入增强了MAO涂层的耐腐蚀性,但当NaF添加过多时,MF15涂层的阻抗较MF10下降,这应与MF15样品表面和内部的孔隙率增加有关。
为了定量分析涂层由内到外不同区域的腐蚀保护性,EIS测量结果由图7(d)中的等效电路模型拟合。考虑到涂层表面粗糙度、孔隙率和电流分布不均匀的影响,引入了常相位角元件(CPE)来替代理想电容进行分析[18]。CPE可以表示为 其中j是虚数单位,w代表着角频率,至于CPE的导纳和经验指数,则分别由Y0和n指代。n的数值范围是0到1,当n为-1、0和1时,分别被模拟为理想的电感、电阻和电容[19]。电路图里Rs表示溶液电阻,R1代表的是涂层外层电阻,R2则对应着涂层内层电阻,Rtotal为R1和R2之和,代表涂层的总阻抗,CPE1所指代的是涂层外层电容,CPE2则是涂层内层电容,最终的拟合结果如表4所示。从表中可以看出,当电解液中添加NaF时,涂层的阻抗值均有提升,其中MF10样品的阻抗值达到最大,这与极化曲线测试结果相符。从耐蚀性测试中得出结论,适当的NaF添加可以增强涂层的耐蚀性能,但过量的NaF可能会使涂层的耐蚀性下降。
其中j是虚数单位,w代表着角频率,至于CPE的导纳和经验指数,则分别由Y0和n指代。n的数值范围是0到1,当n为-1、0和1时,分别被模拟为理想的电感、电阻和电容[19]。电路图里Rs表示溶液电阻,R1代表的是涂层外层电阻,R2则对应着涂层内层电阻,Rtotal为R1和R2之和,代表涂层的总阻抗,CPE1所指代的是涂层外层电容,CPE2则是涂层内层电容,最终的拟合结果如表4所示。从表中可以看出,当电解液中添加NaF时,涂层的阻抗值均有提升,其中MF10样品的阻抗值达到最大,这与极化曲线测试结果相符。从耐蚀性测试中得出结论,适当的NaF添加可以增强涂层的耐蚀性能,但过量的NaF可能会使涂层的耐蚀性下降。
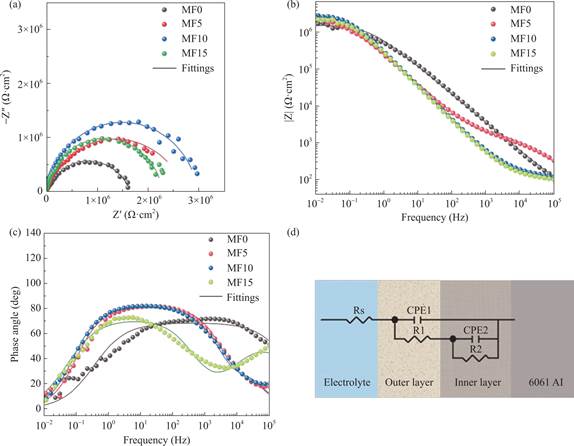
图7 不同涂层的EIS结果(a)Nyquist图谱;(b)(c)Bode图;(d)等效拟合电路
Fig.7 EIS results of different coatings(a)Nyquist plot;(b)(c)Bode plots;(d)Equivalent fitting circuit
表4 不同MAO试样的EIS拟合参数
Table 4 Fitting parameters of EIS for different MAO samples
|
Samples
|
Rs(Ω·cm2)
|
CPE1
|
R1(Ω·cm2)
|
CPE2
|
R2(Ω·cm2)
|
Rtotal(Ω·cm2)
|
|
Q1
|
n
|
Q2
|
n
|
|
MF0
|
84.2
|
3.34×10-7
|
0.768
|
2.69×104
|
8.16×10-7
|
0.812
|
1.65×106
|
1.68×106
|
|
MF5
|
83.1
|
2.51×10-7
|
0.715
|
4.25×104
|
6.46×10-7
|
0.842
|
2.74×106
|
2.78×106
|
|
MF10
|
87.9
|
1.91×10-7
|
0.845
|
5.11×104
|
4.22×10-7
|
0.799
|
3.08×106
|
3.13×106
|
|
MF15
|
81.6
|
3.11×10-7
|
0.875
|
3.13×104
|
7.73×10-7
|
0.833
|
2.31×106
|
2.34×106
|
3.7 涂层的摩擦性能
图8(a)显示了涂层样品在整个干摩擦测试中的摩擦系数变化。MAO涂层的摩擦系数在0.25和0.4之间。其中,MF0样品的摩擦系数经历了一个先升高,之后又降低的过程。分析认为,在MF0微弧氧化涂层表面存在大量孔隙,涂层疏松,导致摩擦因数不稳定,随着疏松层被破坏,磨屑被摩擦副碾平后会填充涂层孔洞或凹陷等位置,同时内部较硬的致密层开始与对磨球接触,从而导致摩擦系数降低。加入NaF后的样品由于表面结节状结构增多,表面粗糙度增加(图8(b)),摩擦系数会有增加,其中MF15样品的平均摩擦系数最大,为0.368。由于加入NaF后的样品更早地进入到软火花状态,α-Al2O3在涂层内的含量有所增加,涂层的硬度增加,所以涂层的摩擦系数较为平稳。
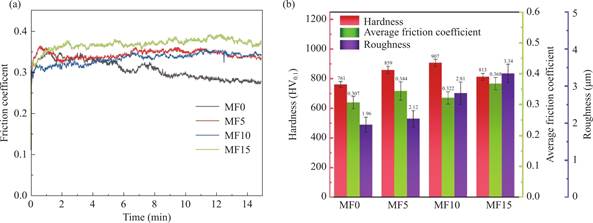
图8 不同微弧氧化涂层的摩擦实验结果(a)摩擦系数曲线;(b)硬度、平均摩擦系数以及粗糙度结果
Fig.8 Friction test results of different micro-arc oxidation coatings(a)Friction coefficient curves;(b)Hardness,average friction coefficient,and roughness statistics
为进一步研究电解液中添加NaF对MAO涂层磨损行为的影响,图9展示了涂层磨损轨迹的SEM观察结果。从图中可以看出,MF0、MF5、MF10样品主要发生磨粒磨损,而MF15样品除了磨粒磨损,还出现了一定规模的粘着磨损。MF0、MF5、MF10三种涂层磨损轨迹相对光滑,无明显沟槽,沿滑动方向的涂层脱落较少,这三种样品在摩擦的早期阶段,涂层与摩擦副表面多为点接触,接触面积小,压力大。涂层外部的疏松层在剪切力的作用下,易与摩擦副形成一定尺度的硬质磨料颗粒,这些磨粒会填充涂层中部分的气孔和缝隙等缺陷[20],同时硬质磨粒还使摩擦形式由滑动摩擦部分转变为滚动摩擦,起到一定的保护性作用[21]。所以相较于MF15涂层,MF0、MF5、MF10涂层的磨损程度较低。对于MF15涂层,SEM显微照片观察表明,沿滑动方向,磨痕表面出现明显的沟槽,且磨痕比其他涂层更深、更宽。MF15的多孔、疏松涂层,使得其显示出较差的耐磨性。样品磨痕的一维轮廓测试结果如图9(a3~d3)所示。在四种样品中,MF10样品具有最窄和最浅的划痕,说明其耐磨性最好。这种优异的耐磨性能主要源于电解液中NaF的引入促使MAO涂层中孔隙的减少和α-Al2O3以及莫来石相含量的增加。
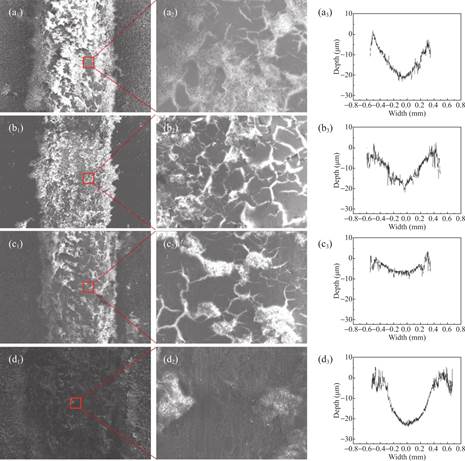
图9 不同微弧氧化涂层磨损微观形貌(a1-d1,a2-d2)与磨痕轮廓(a3-d3):(a1-3)MF0;(b1-3)MF5;(c1-3)MF10;(d1-3)MF15
Fig.9 Microstructure of worn surfaces(a1-d1,a2-d2)and wear scar profiles(a3-d3)of different MAO coatings:(a1-3)MF0;(b1-3)MF5;(c1-3)MF10;(d1-3)MF15
4 结论
(1)在电解液中添加NaF显著降低了MAO过程的电压,使MAO更早地进入软火花放电状态,单位能耗随NaF浓度增加而降低,其中MF10样品的能耗较MF0样品降低约52.2%。
(2)NaF的添加提高了涂层的生长速率,使得涂层厚度增加。NaF的添加浓度对涂层质量有较大影响,在5g/L和10g/L NaF的电解液中制备的涂层孔隙率较低,致密度较好。但在含15g/L NaF的电解液中制备的涂层表面出现大孔洞和火山口形貌,且在涂层内部形成较大孔洞。
(3)在电解液中添加NaF促进涂层中α-Al2O3和莫来石相生成,同时引入化学稳定的AlF3相,协同提升耐磨性与耐蚀性。
(4)10g/L NaF涂层样品(MF10)的性能表现最优,电化学测试中腐蚀电流密度低至2.50×10-8A·cm-2,且摩擦实验中磨损深度最小。
利益冲突: 作者声明没有利益冲突
[④] *通讯作者 Corresponding author:王伟强,wangwq@dlut.edu.cn
收稿日期:2025-05-05; 录用日期:2025-05-09; 发表日期:2025-06-28
基金项目:本研究得到中央高校基本科研业务费专项基金(DUT24YG144)的资助。
参考文献(References)
[1] V. S. Saji. Advances in plasma electrolytic oxidation(PEO)on metal-matrix composites(MMCs)- A critical review[J]. Chemical Engineering Journal, 2024: 498155066.
https://doi.org/10.1016/j.cej.2024.155066.
[2] 田昊阅, 窦铮, 陈肖祎, 等. 轻合金低能耗微弧氧化膜层的制备及其耐蚀性研究[C].第十一届全国腐蚀与防护大会, 中国辽宁沈阳, 2021.
https://doi.org/10.26914/c.cnkihy.2021.016162.
[3] 刘晓鹤, 石绪忠, 张益豪, 等. 钛合金低能耗微弧氧化研究[J]. 材料开发与应用, 2014, 29(05): 72-78.
https://doi.org/10.19515/j.cnki.1003-1545.2014.05.014.
[4] 付国华, 徐晋勇, 黄琼琼, 等. 工艺参数对较大面积铝合金微弧氧化制备能耗的影响[J]. 腐蚀科学与防护技术, 2013, 25(02): 156-159.
https://doi.org/10.14158/j.cnki.1001-3814.2013.24.046.
[5] 田梦真, 王勇, 李涛, 等. 电参数对AZ31B镁合金微弧氧化膜能耗及耐蚀性的影响[J]. 中国腐蚀与防护学报, 2024, 44(04): 1064-1072.
https://doi.org/10.16577/j.issn.1001-1560.2024.0227.
[6] Y. Zhang, Y. Wu, D. Chen, et al. Micro-structures and growth mechanisms of plasma electrolytic oxidation coatings on aluminium at different current densities[J]. Surface and Coatings Technology, 2017, 321: 236-246.
https://doi.org/10.1016/j.surfcoat.2017.04.064.
[7] F. Jaspard-Mécuson, T. Czerwiec, G. Henrion, et al. Tailored aluminium oxide layers by bipolar current adjustment in the Plasma Electrolytic Oxidation(PEO)process[J]. Surface and Coatings Technology, 2007, 201(21): 8677-8682.
https://doi.org/10.1016/j.surfcoat.2006.09.005.
[8] T. T. Thanaa, A. Fattah-alhosseini, M. Alkaseem, et al. Improving the surface properties of Mg based-plasma electrolytic oxidation(PEO)coatings under the fluoride electrolytes: A review[J]. Inorganic Chemistry Communications, 2024, 170: 113163.
https://doi.org/10.1016/j.inoche.2024.113163.
[9] 衡志丹, 马颖, 欧凯奇, 等. OH-/F-比与SiO32-的关系对铝合金微弧氧化膜层的影响[J]. 表面技术, 2024, 53(18): 100-115.
https://doi.org/10.16490/j.cnki.issn.1001-3660.2024.18.008.
[10] W. Wang, Y. Yang, C. Liu, et al. Study of Coating Growth Direction of 6061 Aluminum Alloy in Soft Spark Discharge of Plasma Electrolytic Oxidation[J]. Materials, 2024, 17(12): 2947.
https://www.mdpi.com/1996-1944/17/12/2947.
[11] 陈泉志, 童庆, 黄德宇, 等. 电能量参数对微弧氧化技术及能耗影响的研究进展[J]. 材料导报, 2018, 32(S1): 278-283.
https://doi.org/10.13657/j.cnki.gxkxyxb.20181204.001.
[12] 刘雪辰, 张镜斌, 姚永辉, 等. SiCp增强铝基复合材料微弧氧化层的制备及性能研究[J]. 热加工工艺, 2025, 54(07): 150-156.
https://doi.org/10.14158/j.cnki.1001-3814.20242478.
[13] 李治辉, 赵彦杰, 陈晓燕, 等. 添加AlF3·3H2O 对精密铸造用陶瓷型壳组织与性能的影响[J]. 材料工程, 2024, 52(12): 188-195.
https://doi.org/11.1800.TB.20241206.1432.020.
[14] O. P. Terleeva, A. I. Slonova, A. B. Rogov, et al. Wear Resistant Coatings with a High Friction Coefficient Produced by Plasma Electrolytic Oxidation of Al Alloys in Electrolytes with Basalt Mineral Powder Additions[J]. Materials, 2019, 12(17): 2738.
https://www.mdpi.com/1996-1944/12/17/2738.
[15] 马晓亮, 汪桂根, 张孟予, 等. 莫来石晶须增强硅酸铝纤维复合材料的制备与性能研究[J]. 硅酸盐通报, 44(01): 321-331.
https://doi.org/10.16552/j.cnki.issn1001-1625.2024.0779.
[16] 吴瑜, 李月樵, 洪伟, 等. 镁合金微弧氧化膜致密化技术研究进展[J]. 电镀与精饰, 2024, 46(11): 76-85.
https://doi.org/10.16490/j.cnki.issn.1001-3660.2024.17.006.
[17] Q. Chen, X. Lu, M. Serdechnova, et al. Insights into insitu synthesis of PEO-LDH composite film on AM50 Mg alloy: The effect of final voltage[J]. Surface and Coatings Technology, 2024, 485: 130907.
https://doi.org/10.1016/j.surfcoat.2024.130907.
[18] 贺星宇, 武一剑, 杨婷, 等. 钛合金表面微弧氧化涂层耐蚀性研究进展[J]. 全面腐蚀控制, 2024, 38(08): 179- 181+186.
https://doi.org/doi/10.13726/j.cnki.11-2706/tq.2024.08.179.03.
[19] 庄俊杰, 张晓燕, 孙斌, 等. 微弧氧化对7050铝合金腐蚀行为的影响[J]. 工程科学学报, 2017, 39(10): 1532-1539.
https://doi.org/10.13374/j.issn2095-9389.2017.10.011.
[20] S. Bhowmick, F. Muhaffel, M. Kaba, et al. Temperaturedriven tribological behaviour of PEO-coated AZ31 sliding against MoS2-coated steel[J]. Surface and Coatings Technology, 2025, 509: 132185.
https://doi.org/10.1016/j.surfcoat.2025.132185.
[21] B. Jaleh, A. Nasri, R. Chaharmahali, et al. Exploring wear, corrosion, and microstructure in PEO coatings via laser surface treatments on aluminum substrates[J]. Optics & Laser Technology, 2025, 181: 111958.
https://doi.org/10.1016/j.optlastec.2024.111958
Effect of NaF Additive on Energy Consumption and Coating Properties in Micro-arc Oxidation of Aluminum Alloy
WANG Xinyang, LU Shibin, WANG Weiqiang*
(School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China)
Abstract: In the process of achieving the goal of automotive lightweighting, aluminum alloy has become an indispensable key material with its excellent characteristics, but their insufficient surface properties often require enhancement through technology modification. Micro-arc oxidation (MAO) , as an effective surface treatment technique, can in situ grow high-performance ceramic coatings on aluminum alloy surfaces. However, the high energy consumption limits its industrial application. In this paper, by regulating the NaF concentration in the electrolyte, the effects on the MAO discharge characteristics, coating structure and performance, and MAO energy consumption were systematically investigated. The results showed that the addition of NaF significantly reduced the breakdown voltage, and the unit energy consumption decreased with the increase of NaF concentration, in which the unit energy consumption of the 10g/L NaF system (MF10) was reduced by about 52. 2% compared with that of the unadded system (MF0) . The coating morphology showed that the moderate amount of NaF could reduce the coating pores and enhance the densification, while the excessive amount of NaF led to large pores and surface ablation. XRD analysis showed that NaF promoted the generation of α-Al2O3, mullite, and AlF3 phases. Coating performance tests showed that the corrosion current density of the MF10 samples was as low as 2. 50×10-8 A·cm-2 and the minimum abrasion depth was obtained in friction tests. This study provides a theoretical basis and technical reference for the development of a low-energy and high-performance MAO process for aluminum alloys.
Keywords: Micro-arc oxidation, Aluminum alloy, energy consumption, corrosion resistance, wear resistance
DOI: 10.48014/pcms.20250505001
Citation: WANG Xinyang, LU Shibin, WANG Weiqiang. Effect of NaF additive on energy consumption and coating properties in micro-arc oxidation of Aluminum alloy[J]. Progress in Chinese Materials Sciences, 2025, 4(2): 42-53.
